2026年上半年,砺星伺服压机正式交付某头部新能源车企的人形机器人关节模组半自动压装线。该产线由多台伺服压机单站组成,覆盖肩、肘、腕、髋、膝、踝等多部位行星减速关节模组的压装工序,已完成20余种不同规格产品的样件验证并投入批量生产。
人形机器人步入量产窗口,
关节模组装配成规模化关键环节
全球人形机器人产业正经历从实验室到工厂的关键跃迁。业内普遍认为,2026年是人形机器人公认的"量产元年",赛道已经进入"加速跑"阶段。
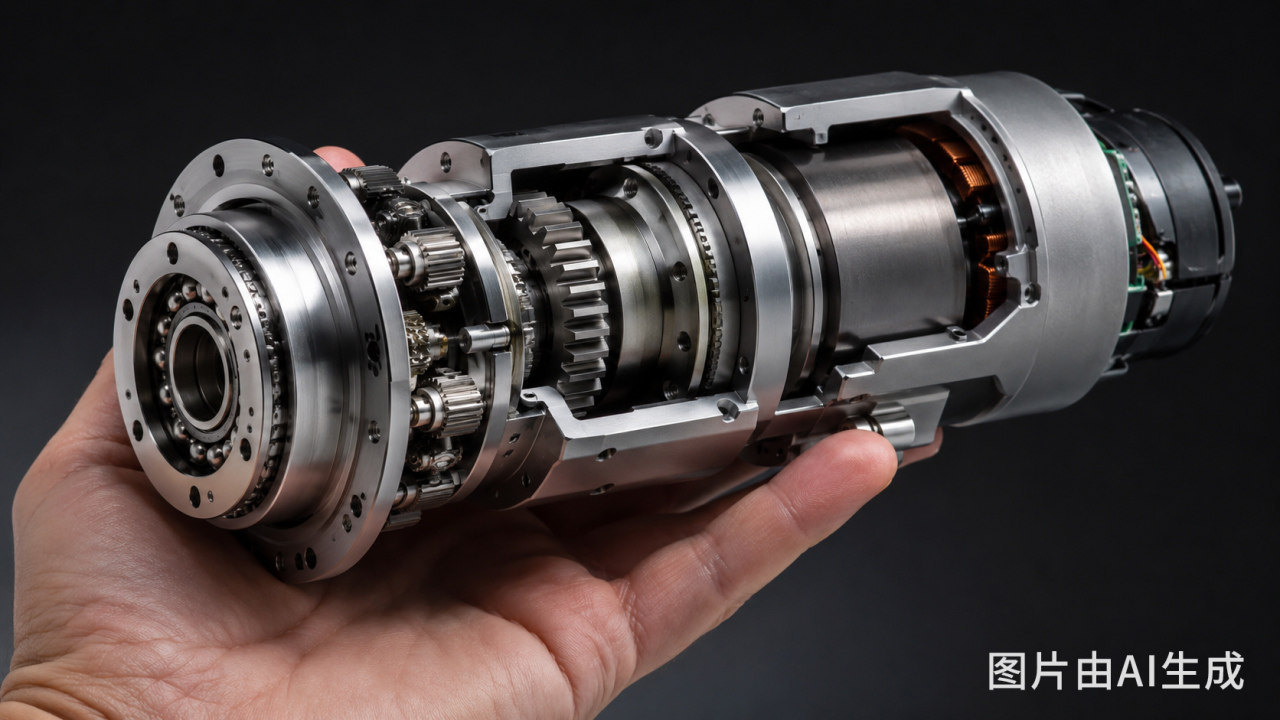
在这一进程中,关节模组作为人形机器人的核心执行机构,直接承载了运动精度、负载能力与使用寿命。关节模组占人形机器人整机硬件成本的50%–60%,为整机价值量最高的核心环节,也是规模化量产的核心瓶颈。然而,小规模试制性能达标,大规模量产时精度一致性、良率波动较大,核心原因是精密加工工艺、装配流程标准化程度不足,全流程质量管控体系不完善。
具体到压装环节,关节模组涉及肩、肘、腕、髋、膝、踝等多个部位,不同部位的行星减速机构在规格尺寸、压力参数与装配公差上差异显著。当产品批次密集、改版周期缩短时,传统固定参数的压装设备难以兼顾品种切换速度与装配一致性,成为产线效率与良率的瓶颈。
某头部新能源车企关节模组产线:
多品种、快迭代、高节
该客户是国内具备规模量产能力的新能源车企,近年积极推进人形机器人与具身智能布局,加速推进人形机器人产业化进程。
2026年上半年,该客户部署关节模组半自动压装产线,面向旗下人形机器人的多部位行星减速关节模组进行批量装配。
产线需覆盖20余种不同规格的关节模组产品,且产品迭代节奏快,对压装设备提出了明确的柔性化需求:
肩/肘/腕/髋/膝/踝等多部位关节模组,规格差异大;
关节模组装配精度直接影响运动寿命与一致性,对压力-位移控制的精准度要求高。
砺星为客户配置了多台伺服压机单站,构成半自动压装线,并在方案设计阶段协助客户完成样件测试验证。
砺星压机控制器最大可存储255条压装工艺程序,客户根据不同关节模组规格调用对应程序,实现产品切换时的工艺参数高速调取。实际验证中,20余种不同规格产品在同一产线上完成快速切换,工艺运行稳定。
伺服压机通过精准的压力与位移闭环控制,保障行星减速关节模组在压装过程中的装配精度,降低因过压或欠压导致的零件损伤或装配不到位风险,从工艺端为关节模组的使用寿命与一致性提供保障。
某头部新能源车企关节模组产线:
多品种、快迭代、高节
这一逻辑同样适用于制造机器人本身的产线建设——当人形机器人从样机走向规模量产,关节模组的装配环节对设备的柔性化能力、压装精度与工艺切换效率提出了更高要求。
随着更多机器人厂商推进量产,关节模组压装环节对设备柔性、精度与节拍的综合要求将持续提升,砺星将持续服务人形机器人产业链客户,为关节模组规模化装配提供经过产线验证的设备方案。
国家高新技术企业、上海市"专精特新"中小企业、"科技小巨人"培育企业、"瞪羚企业"——这些标签背后,是砺星一支规模化的工程师团队,是常年保持高比例的研发投入,是 100+ 项已授权知识产权。
公司专注精密装配领域,从控制算法、机械结构到工艺数据闭环,逐项自研、逐项验证。上海6,000㎡与无锡 8,000㎡两大制造基地构成沪锡双研双制造格局,叠加在东欧、亚洲、北美等区域的分支机构与服务网络,让一台设备从图纸走到产线,再走到全球客户的工厂里。
ISO 9001、ISO 14001、UL、CE 等认证之外,砺星更在意每一次拧紧、每一段曲线、每一份追溯数据,是否经得起复核。
2025年,人形机器人产业迎来爆发拐点。特斯拉Optimus量产在即,华为、宇树等企业加速技术突破,行业正从“实验室研发”向“规模化落地”跃迁为打通产业链上下游协作壁垒,艾邦机器人正式组建"人形机器人全产业链交流群",覆盖金属材料、复合材料、传感器、电机、减速器等全硬件环节,助力企业精准对接资源、共享前沿技术!
扫码关注公众号,底部菜单申请进群