
-
一文掌握 “人形机器人核心零部件-谐波减速器” 的设计原理。 -
一文掌握 “人形机器人核心零部件-空心杯电机” 的设计原理。 -
一文掌握 “人形机器人核心零部件-无框力矩电机” 的设计原理。 -
人形机器人关键零部件 —— 关节执行器 (关节模组) -
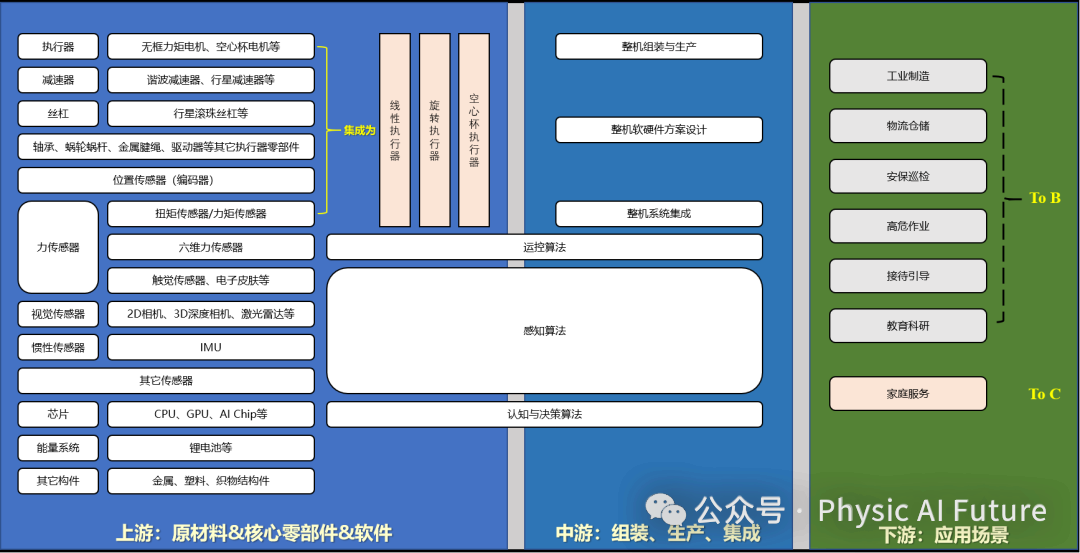
人形机器人:核心标的拆解 & 上下游产业链
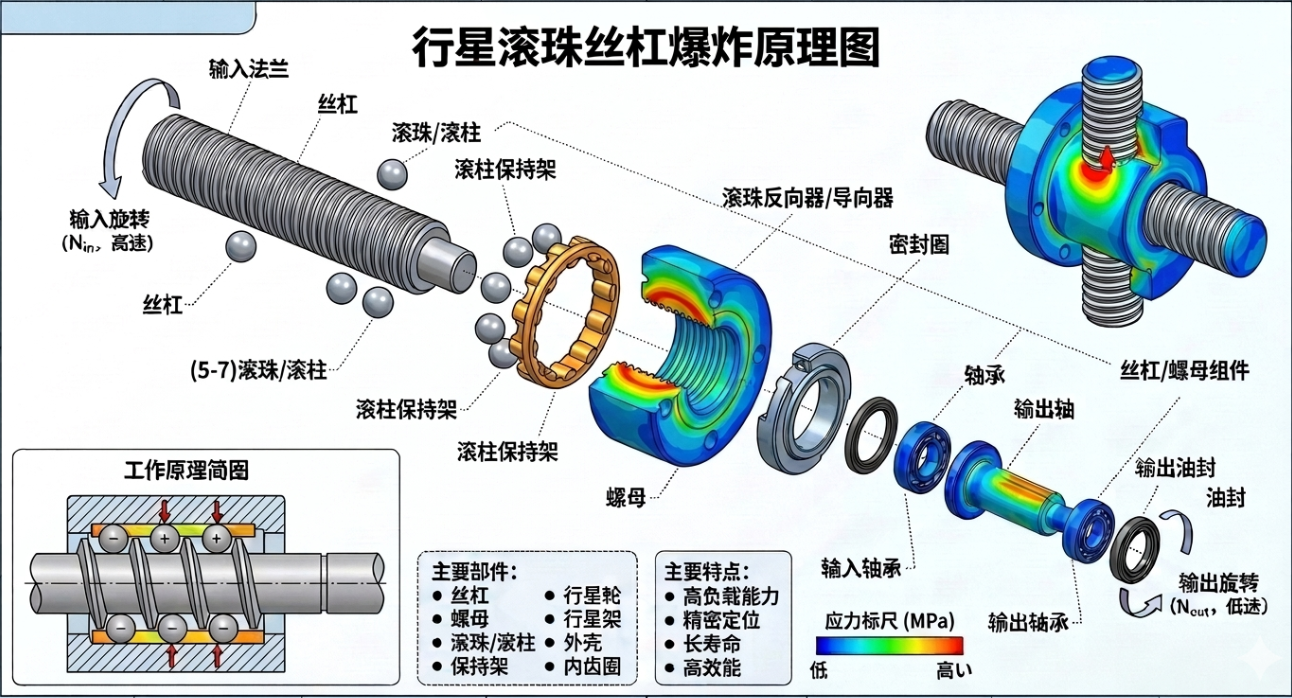
行星滚柱丝杠(Planetary Roller Screw, PRS)是一种通过线接触实现旋转-直线运动转换的高精度滚动螺旋传动机构。丝杠旋转时,多个滚柱同时与丝杠外螺纹和螺母内齿圈啮合,滚柱两端的小齿轮与螺母内齿圈构成行星齿轮系统,使滚柱在绕丝杠公转的同时自转,形成“行星运动”。与滚珠丝杠的点接触不同,PRS采用多点线接触,接触面积扩大3–5倍,显著提升承载能力与刚性。
-
传动原理 ① 滚柱行星运动:多个滚柱在丝杠和螺母之间进行行星运动,滚柱既自转又公转。 ② 螺旋传动:通过滚柱与丝杠、螺母之间的螺旋啮合实现运动传递。 ③ 多点接触:每个滚柱与丝杠和螺母同时接触,形成多点承载结构。
-
运动关系 ① 传动比计算:螺母旋转一周,滚柱公转一周,丝杠轴向移动一个导程。 ② 速度关系:滚柱自转速度与公转速度存在固定比例关系。 ③ 位移精度:通过精密的螺旋啮合实现高精度直线运动。

-
丝杠(Screw):具有多头螺纹的主轴。
-
螺母(Nut):内壁刻有螺纹的套筒。
-
行星滚柱(Planetary Rollers):位于丝杠与螺母之间,表面刻有单头螺纹。
-
内齿圈与保持架(Gear Rings & Spacers):确保滚柱在丝杠周围均匀分布,并同步自转与公转。
-
线接触:球滚珠是“点接触”,行星滚柱是“线接触”,接触面积大大增加。 -
高承载:相同尺寸下,其动载荷能力通常是球滚珠丝杠的3-5倍,寿命是其10倍以上。 -
高速度:由于没有滚珠回流路径的限制,旋转速度和加速度远超球滚珠丝杠。
-
基材:通常选用 GCr15(高碳铬轴承钢) 或 9Cr18(不锈钢)。高性能版本会使用 M50 等航空级高温轴承钢。
-
硬度要求:丝杠、螺母和滚柱的表面硬度通常要求达到 HRC 58-62。
-
热处理:采用感应淬火或整体淬火工艺,确保表面高硬度以抗磨损,同时芯部保持足够的韧性以抗断裂。
-
螺纹加工: ① 磨削 (Grinding):这是目前主流的高精度加工方式。丝杠、螺母和细小的滚柱都需要经过高精度螺纹磨床加工。精度高但效率低,成本极高。 ② 滚压 (Rolling):针对大批量生产,部分厂家采用滚压工艺,效率高但精度控制难度极大。利用冷加工硬化提高强度,但对模具和设备要求极高。
-
同步控制:滚柱两端的齿轮必须与螺母内的内齿圈精准啮合,以防止滚柱在高速旋转时产生轴向窜动。 -
热处理校直:由于长径比大,热处理后的变形控制和精密校直是核心难点。 -
装配:滚柱的尺寸一致性要求达到微米级,否则会导致载荷分布不均。任何微小的尺寸偏差都会导致载荷分布不均,缩短寿命。
-
制造复杂度:滚柱上的螺纹加工和丝杠/螺母的匹配是技术壁垒,特别是螺母内螺纹和微型滚柱螺纹的加工,对机床精度和刀具要求极高。目前良品率提升缓慢。
-
同步性控制:必须保证所有滚柱在螺母内同步公转且不发生倾斜,这对保持架(定位圈)的设计和加工提出了严苛要求。
-
成本昂贵:生产效率低、废品率高,导致单价通常是普通丝杠的数倍甚至十倍。
-
润滑与散热:由于线接触摩擦产生的热量较大,对润滑脂的附着力和耐高温性能提出了更高要求。
-
国际巨头 (垄断地位) :
-
中国领先企业 (快速追赶) :
-
反向行星滚珠丝杠(Inverted PRS):将螺母作为主动件,丝杠作为输出件,常用于人形机器人(如 Tesla Optimus)的线性执行器,结构更紧凑。
-
小型化与集成化:将电机转子直接与丝杠螺母集成,形成高度一体化的电动推杆。将丝杠与空心杯电机、行星减速器直接集成,形成一体化的线性执行器模组。
-
人形机器人应用:特斯拉 Optimus 的线性执行器采用了行星滚柱丝杠,这引发了行业的爆发式关注。它被认为是人形机器人实现大推力(如腿部)的最佳方案。
-
以电代液 (EHA):在工程机械、航空作动器中,利用行星滚柱丝杠取代笨重的液压缸,实现更精准、更环保的控制。
2025年,人形机器人产业迎来爆发拐点。特斯拉Optimus量产在即,华为、宇树等企业加速技术突破,行业正从“实验室研发”向“规模化落地”跃迁为打通产业链上下游协作壁垒,艾邦机器人正式组建"人形机器人全产业链交流群",覆盖金属材料、复合材料、传感器、电机、减速器等全硬件环节,助力企业精准对接资源、共享前沿技术!
扫码关注公众号,底部菜单申请进群
