
☞ 这是金属加工(mw1950pub)发布的第21446篇文章

编者按
聚焦TC4钛合金“导热系数低、磨削热积聚、细长易颤振和化学活性高易黏结”4大加工痛点,从钛合金专属预处理、专用磨削设备与工具适配、分段控温热磨削工艺以及全流程精度管控4个维度构建技术方案。此方案完全满足人形机器人手指关节、灵巧手等核心部位小空间、轻量化、高精度及高动态的传动需求。
1.1 背景与意义
(1)热敏感性极强TC4钛合金导热系数仅16W/(m.K),是45钢的1/5,磨削热易积聚于工件表面,局部温升可达80℃以上,热变形占总误差的60%~70%,严重影响螺纹导程精度。
(2)刚性不足小直径钛合金丝杠长径比≥15:1,磨削力易引发颤振,导致螺纹波纹度与表面粗糙度超差。
(3)磨削粘结严重钛合金化学活性高,磨削时易与砂轮磨粒发生化学反应并粘结,加剧砂轮磨损与工件表面烧伤。
(4)微观精度难控钛合金弹性模量低(110GPa),磨削后回弹易导致齿侧直线度偏差。
传统螺纹磨削工艺基于钢质材料设计,无法适配TC4钛合金加工特性,导致钛合金小直径丝杠精度稳定性差、合格率不足60%,制约了人形机器人轻量化传动系统的产业化应用。因此,开展针对性的高精度磨削方法探讨,破解钛合金磨削热变形与颤振难题,对提升我国人形机器人核心零部件制造水平具有重要价值与意义。
1.2 国内外现状
(1)钛合金磨削技术 国外在钛合金精密磨削领域起步较早,德国勇克磨床开发钛合金专用磨削系统,通过-5℃高压冷气流冷却使热变形误差≤0.003mm;日本津上微型数控磨床搭配气浮主轴,实现直径2mm的TC4钛合金轴类零件磨削,径向圆跳动≤0.0005mm。
国内多聚焦于钛合金板材或大直径零件加工。哈尔滨工业大学提出超声辅助磨削技术,降低TC4钛合金磨削力30%以抑制颤振。大连理工大学通过有限元模拟分析磨削热分布规律,但未形成完整螺纹磨削工艺体系。西北工业大学优化砂轮参数减少粘结磨损,但未涉及小直径细长件热变形与颤振的协同控制。
(2)小直径零件精度控制技术 精度控制方面,Renishaw XL-80激光干涉仪的动态热补偿技术已应用于钛合金加工,补偿精度达±0.0001mm;颤振抑制领域,钛合金磨杆相比传统钢质磨杆刚性提升40%。成为小直径零件磨削的关键工具。
(3)现有不足 当前研究存在3方面核心缺陷。①缺乏钛合金小直径丝杠专属预处理工艺,通用钢质材料退火参数无法有效改善钛合金加工性。②磨削设备与工具适配性不足,未针对钛合金特性开发专用砂轮与冷却系统。③未建立“热变形-颤振-粘结磨损”协同控制的工艺体系,难以满足人形机器人对零件一致性与可靠性的要求。
TC4钛合金(Ti-6A1-4V)的化学成分与关键性能见表1。如何实现高硬度与加工性、低热导率与热变形的平衡是关键。TC4钛合金经常规热处理后硬度达55~58HRC,满足耐磨需求,但原始粗大魏氏组织易导致磨削崩边,导热系数仅为9Cr18不锈钢的64%,磨削热积聚易引发表面烧伤与热变形。
表1 TC4 钛合金(Ti-6Al-4V)的化学成分与关键性能

2.2 预处理工艺优化
设计“真空分区球化退火→精密粗车→双重探伤”专属预处理工艺,核心目标为细化晶粒、降低硬度以及消除内应力[2]。
(1)真空分区球化退火 采用真空环境(真空度≤1×10-³Pa),通过排除氧气的方式防止钛合金高温氧化,同时促进内部气体逸出,提高材料纯净度。用三级真空系统,逐级抽气达到目标真空度:①粗抽阶段:机械泵(旋片泵/滑阀泵)先将炉内压力从大气压降至10⁻¹~10³Pa。②中抽阶段:罗茨泵接力,进一步将压力降至10⁻²~10⁻¹Pa。③精抽阶段:分子泵/扩散泵最终将真空度提升至≤10-³Pa。粗抽、中抽和精抽(机械泵200m³/h+罗茨泵800m³/h+分子泵1500L/s)可使100L炉膛在90min内从大气压降至10-⁵Pa。真空分区球化退火主要通过以下3个阶段实施。
1)升温阶段。5℃/min速率升至750℃,保温1h,均匀化温度场。
2)球化阶段。升温至780℃(α+β两相区),保温3.5h,使粗大魏氏组织转变为细小球状组织。
3)缓冷阶段。3℃/min速率冷却至500℃,随炉冷至室温。处理后TC4钛合金硬度降至210HBW以下,晶粒尺寸从30um细化至10~15um,加工性显著提升,砂轮磨损量减少25%。
(2)强化热处理 TC4(Ti-6Al-4V)作为通用型钛合金,退火态硬度仅30~35HRC,未热处理态约40~45HRC,需通过热处理提升硬度以满足耐磨需求。经“固溶+时效”处理(如930℃固+530℃时效),TC4钛合金中形成细小强化相,硬度可提升至55~58HRC。具体处理方法如下。
1)固溶处理(930℃,30~40min,水冷)。将TC4钛合金加热至β相区,使Al、V等合金元素充分溶解到β基体中,形成均匀的过饱和固溶体,为后续强化相析出奠定基础。
固溶处理采用立式真空水淬炉,主要包括:①双层炉体:内层耐高温合金(如Inconel 600),外层碳钢,中间多层隔热屏,确保热损失<5%。②加热元件:钼合金/石墨加热棒,均匀分布于炉膛四周,最高温度1100℃,控温精度±1℃。③真空系统:机械泵(200m³/h)→罗茨泵(800m³/h)→分子泵(1500L/s),确保100L炉膛在60min内达10-⁴Pa。④水淬系统:淬火槽容积≥500L,水温控制在15~25℃。⑤快速转移机构:气动升降装置,确保工件从炉膛到水中时间<6s(关键指标)。⑥循环冷却系统:保持水温波动<±2℃。
2)时效处理(530℃,4~6h,空冷)。将固溶处理后的工件装入时效炉,抽真空至10⁻¹Pa或充入高纯氩气保护,以3℃/min速率升至530℃,保温4~6h,精确控温(±1℃),过饱和固溶体在低温下分解,析出细小弥散的α相颗粒与β相析出物,这些强化相阻碍位错运动,显著提升材料硬度,最终稳定达到55~58HRC(从退火态30~35HRC→处理后55~58HRC,提升约60%),且不明显牺牲材料韧性,适配丝杠承受交变载荷的使用需求。
(3)精密粗车定形 选用钛合金专用数控车床(配备PCD刀具),以两中心孔为定位基准(中心孔精度≤0.002mm),核心参数:转速为1500~2000r/min,进给量为0.03~0.08mm/r,切削深度为0.10~0.15mm。
1)冷却方式。MQL微量润滑(航空级切削油+压缩空气),避免钛合金粘结刀具。
2)余量控制。留磨削余量0.10~0.15mm(适配钛合金低弹性模量特性,避免余量过大导致变形)。粗车后丝杠轴径圆柱度≤0.005mm,直线度≤0.003mm/m。
(4)双重探伤筛选 采用“超声波探伤+渗透探伤”专属方案,适配钛合金无磁性、表面敏感特性。超声波探伤属于穿透检测,发现内部缺陷(≥0.1mm);渗透探伤属于表面检测,发现表面及近表面缺陷(≤0.2mm);双重组合实现“内部+表面”全方位无死角检测,缺陷检出率100%。
1)超声波探伤。采用CTS-100数字式超声波探伤仪(见图1),探头为5MHz高频探头,探测深度≥0.1mm,检测内部夹杂与裂纹。
图1 超声探伤仪
2)渗透探伤。使用荧光渗透剂(见图2)检测表面及近表面(≤0.2mm)微裂纹,避免磨削时裂纹扩展。不合格品剔除率100%,确保毛坯无缺陷进入磨削工序。

图2 渗透剂
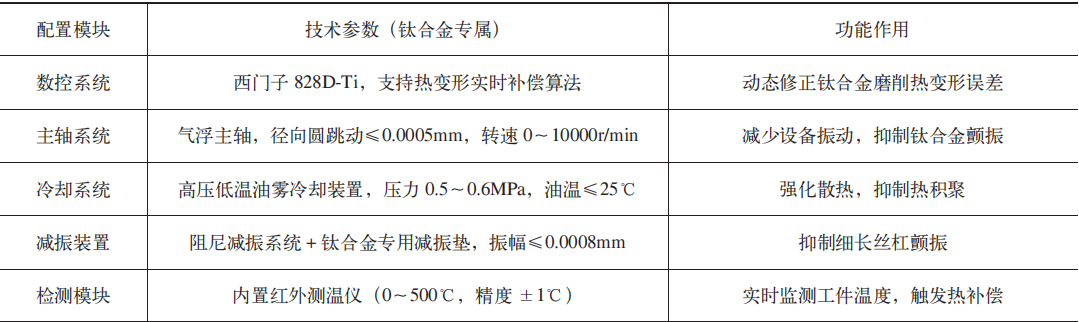
选用带动态热补偿的微型数控螺纹磨床(日本津上GN-200TC,钛合金专用款),其设计需深度适配钛合金低热导、易颤振和高活性的加工特性,从硬件配置、热补偿系统以及功能适配三方面实现精准控制[3],带动态热补偿的微型数控螺纹磨床核心配置见表2。
表2 带动态热补偿的微型数控螺纹磨床核心配置
(1)磨床核心结构设计(微型化+高刚性)①床身与基础结构材料选型:采用天然花岗岩床身(密度2.65g/cm³,线膨胀系数≤0.5×10-/℃),相比铸铁床身热稳定性提升40%,阻尼特性优异(衰减系数≥0.05),有效抑制磨削颤振[2]。②结构尺寸:微型化设计,床身外形尺寸≤1200mm×800mm×1000mm,质量≤800kg,适配小空间精密加工场景。③布局形式:采用“X-Z两轴正交布局+砂轮主轴立式安装”,减少占地面积,同时降低重力对加工精度的影响。
(2)主轴系统(高转速+高精度)①砂轮主轴:空气静压主轴,转速3000~20000r/min(无级可调),回转精度≤0.001mm(全转速范围),轴向窜动≤0.0005mm,采用陶瓷轴承+气浮润滑,摩擦系数≤0.0001,发热功率≤50W,减少主轴自身热变形。②工件主轴:伺服电动机直驱主轴,转速范围50~3000r/min,定位精度≤0.001°,重复定位精度≤0.0005°,配备两顶尖定位装(顶尖锥度60°,硬度62~65HRC)置,中心孔定位精度≤0.002mm,匹配丝杠两中心孔定位基准要求。
(3)进给系统(高精度+低摩擦)配置及参数见表3。
表3 进给系统

(4)钛合金适配性专项设计 ①防颤振优化:床身底部配备可调式阻尼垫(阻尼系数0.15~0.25可调),针对≤6mm细长丝杠,通过降低X轴进给速度(0.005~0.020mm/r)+砂轮主轴高频振动抑制(振动幅值≤0.001mm),避免加工颤振,[5,6]。②防粘结设计:砂轮主轴配备自动清理装置,每加工10件自动喷射专用清洗液(钛合金防粘结配方),清除砂轮表面粘结的钛合金切屑,减少砂轮磨损。③在线检测集成:可选配内置式激光干涉仪(测量精度±0.001mm),加工过程中实时检测导程误差,自动反馈至补偿系统,形成“加工-检测-补偿”闭环。
(5)动态热补偿系统具体如下。
1)热误差采集模块。设置8个高精度铂电阻温度传感器(精度±0.1℃),覆盖关键热源区域:①砂轮主轴轴承(2个):监测主轴运转发热。②工件主轴(1个):监测工件夹持区域温度。③床身XIZ轴导轨(2个):监测进给系统热变形。④磨削区环境(1个):监测加工区域环境温度。⑤砂轮罩体(1个):监测磨削区辐射热。⑥数控系统机箱(1个):监测电气系统发热。10Hz实时采集数据,通过工业以太网传输至补偿控制器,延迟≤10ms。
2)热误差建模与算法。基于试验数据建立多元线性回归热误差模型,核心公式为
∆L=a0+a1T1+a2T2+……+a8T8+b1n1+b2n2(1)
式中,∆L是Z坐标系热误差(μm);T1~T8是各测温点温度(℃);n1是砂轮主轴转速(r/min);n2是工件主轴转速(r/min);a0~a8、b1~b2为拟合系数(通过正交试验标定)。
补偿算法采用“实时预测+动态修正”策略,每100ms更新1次补偿值,结合激光干涉仪在线检测数据(检测频率5Hz),对模型进行动态修正,补偿精度≤0.002mm。
3)补偿执行机制。①补偿路径:补偿信号通过数控系统(支持G代码实时修正)直接作用于Z轴进给电动机,通过调整轴向进给量抵消热误差,补偿响应时间≤20ms。②初始校准:开机后自动执行热校准程序(持续10min),记录各测温点初始温度,建立基准误差库;加工过程中每30min执行1次快速校准,确保补偿模型稳定性。
3.2 钛合金专用砂轮选型与修整
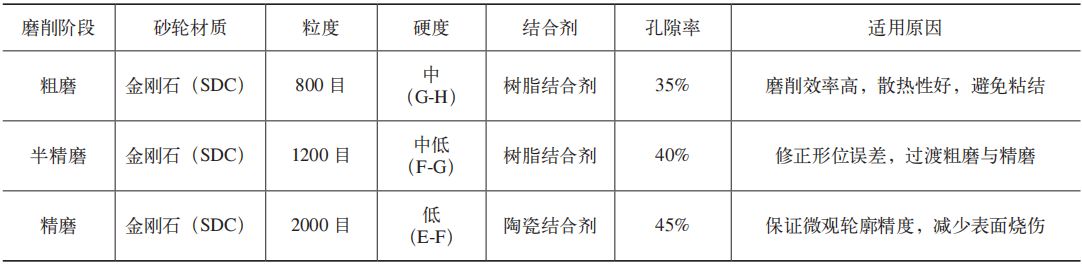
(1)砂轮专属优化针对TC4钛合金高硬度、高黏结性特性,选用金刚石(SDC)专用砂轮,参数见表4。
表4 金刚石(SDC)专用砂轮参数
(2)砂轮修整工艺钛合金磨削时砂轮易黏结磨屑,需缩短修整周期。①粗磨:每磨削3件修整1次。②半精磨:每磨削2件修整1次。③精磨:每磨削1件修整1次。用金刚石修整笔,修整量≤0.001mm,速度3~5mm/min,确保砂轮牙型半角误差≤±0.005°。
1)金刚石笔机械修整(主流基础方法)原理是用天然金刚石笔(硬度≥10000HV)刮削砂轮表面,去除粘结磨屑与钝化磨粒,恢复切削刃形貌。修整速度为3~5mm/min,修整量单次≤0.001mm,往返2~3次;修整时与砂轮轴线呈10°~15°夹角,避免单点受力过大。适用于粗磨、半精磨砂轮,适配800~1200目金刚石砂轮,对应钛合金粗磨、半精磨工序。
2)放电辅助修整(解决粘结与钝化难题)原理是通过高频脉冲放电,使砂轮表面粘结的钛合金磨屑熔化脱落,同时轻微蚀除砂轮结合剂,露出新的金刚石磨粒。放电电压为80~120V,脉冲频率5~10kHz,修整时间为1~2min/次,搭配煤油冷却,避免砂轮过热。适用于精磨砂轮(1500~2000目),尤其适合TC4钛合金磨削后砂轮粘结严重的情况。
3)超声辅助机械修整(提升轮廓精度)原理是金刚石笔附加超声振动(频率20~40kHz),减少修整力,避免砂轮边缘崩损,精准修正螺纹磨削所需的复杂轮廓。超声振幅5~10μm,修整速度2~3mm/min,单次修整量≤0.0005mm。适用于钛合金丝杠螺纹精磨砂轮,需保证牙型半角精度时使用。
4)钛合金磨削专属修整注意事项。①修整周期:粗磨砂轮每磨削3件修整1次,半精磨每2件1次,精磨每1件1次(适配钛合金易粘结特性)。②冷却要求:修整时同步开启油雾冷却,避免磨屑二次粘结。③砂轮保护:修整后需空转5~10s,去除表面残留磨粒,再进行磨削。
3.3 钛合金磨杆结构优化
设计钛合金专属磨杆,提升磨削稳定性。
(1)材料选择 TC4钛合金本体(与工件热膨胀系数匹配),相比钢质磨杆刚性提升40%、密度降低40%。
(2)结构参数 直径≤3mm时长径比≤8:1,直径3~6mm时长径比≤10:1,避免弯曲变形。
(3)表面处理 喷涂TiN涂层(厚度2μm),硬度≥2000HV,减少摩擦损耗。
(4)减震设计 尾部加装微型阻尼器(阻尼系数0.8),振幅控制在≤0.0008mm。
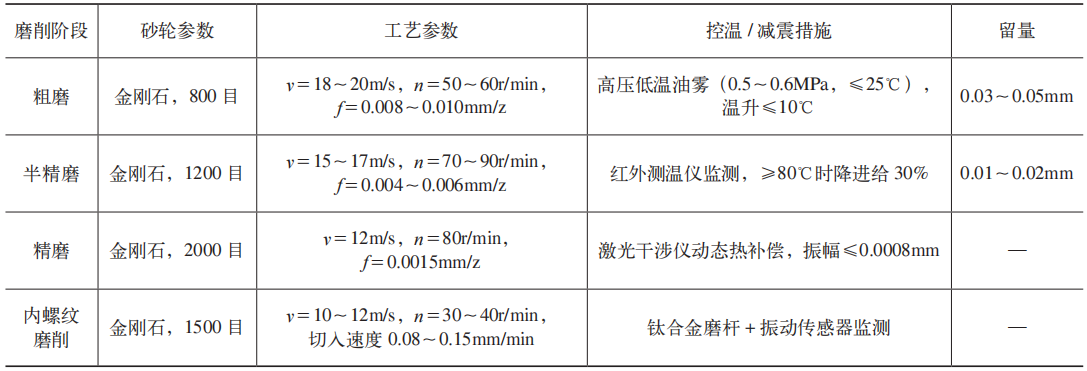
4.1 磨削机理分析
TC4钛合金螺纹磨削采用“纵磨法(外螺纹)+切入磨法(内螺纹)”,磨削过程存在“切削→黏结→摩擦→抛光”四阶段,核心平衡磨削效率与热变形、切削力与颤振。需通过分段磨削精准控制热输入与切削力。
(1)粗磨 高效去余量,严控切削力与热积聚。
(2)半精磨 修正形位误差,预控精度。
(3)精磨 微量进给,结合动态热补偿,保证微观精度。
4.2 正交试验与参数优化
针对精磨阶段,选取砂轮线速度v、工件转速n以及径向进给量f三因素,设计正交试验,以导程误差、表面粗糙度和烧伤率为评价指标。正交试验因素水平见表5,试验结果与极差分析见表6,专属分段磨削参数见表7。
表5 正交试验因素水平
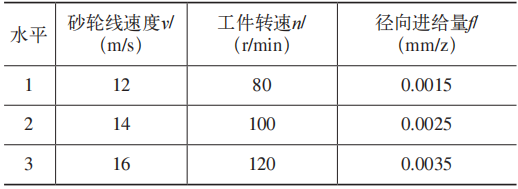
表6 试验结果与极差分析
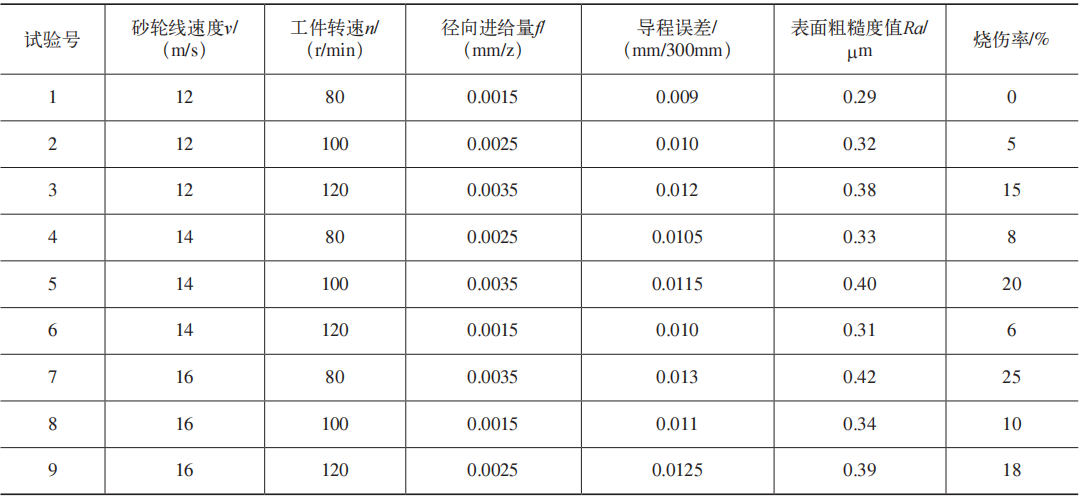
注:因素影响显著性排序为 v>n>f,最优参数组合为v=12m/s、n=80r/min、f=0.0015mm/z。
表7 专属分段磨削参数
(1)全维度精度检测(钛合金专属) 具体如下。
1)导程精度检测。采用Renishaw XL-80激光干涉仪(带钛合金热补偿模块),检测环境,温度为20±1℃、湿度≤65%,任意300mm导程误差≤0.010mm。
2)牙型与尺寸检测。选用蔡司CONTURAG2三坐标测量仪(钛合金专用测头):牙型半角误差≤±0.004°;中径尺寸公差h5级(≤±0.003mm);齿侧直线度≤0.002mm/10mm。
3)表面质量检测。①表面粗糙度值:Ra≤0.3μm(泰勒霍普森粗糙度仪)。②烧伤与裂纹:SEM观察无氧化色、微裂纹。③硬度:55~58HRC,均匀性≤±1HRC。
(2)专属研磨修形 采用铸铁研具(180~200HBW,见图3)+钛合金专用研磨膏(0.5~1.0μm氧化铝),转速为10~15r/min,正反向交替(8r+6r),时间为25~30min。螺距误差在±2μm内,表面残余压应力为-180~-220MPa,疲劳寿命提升30%。
图3 铸铁研具
(3)性能强化与验证 具体如下。
1)表面强化。采用DLC涂层工艺,厚度为1.5~2.0μm,硬度≥2000HV,摩擦系数≤0.12,盐雾寿命≥1000h。
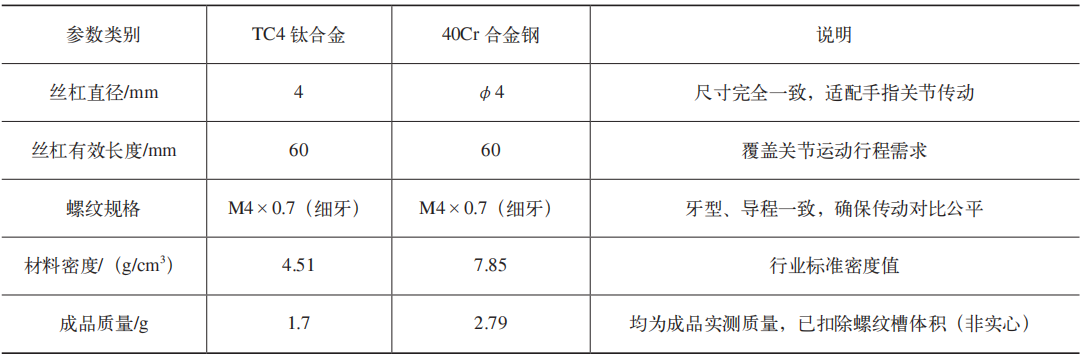
2)动态性能验证。临界转速≥8500r/min(动平衡测试仪),疲劳寿命≥1.2×10⁷次循环(100N轴向载荷),直径为4mm,长度为60mm,丝杠质量为1.7g,减重39%。10Hz往复运动1000h,导程误差变化≤0.001mm。
选取直径4mm、导程5mm的TC4钛合金丝杠,分为两组。对照组采用传统磨削工艺(钢质通用参数,无动态热补偿),试验组采用本文优化的钛合金专属工艺。每组加工10件,检测精度、表面质量、性能及合格率。
精度与表面质量对比见表8,性能指标对比见表9,质量对比见表10。试验结果表明,本文工艺彻底解决了TC4钛合金小直径丝杠磨削4大痛点,合格率从55%提升至98%,质量从2.79kg降至1.70kg,减重39%,各项指标均满足设计要求,具备产业化应用价值。
表8 精度与表面质量对比
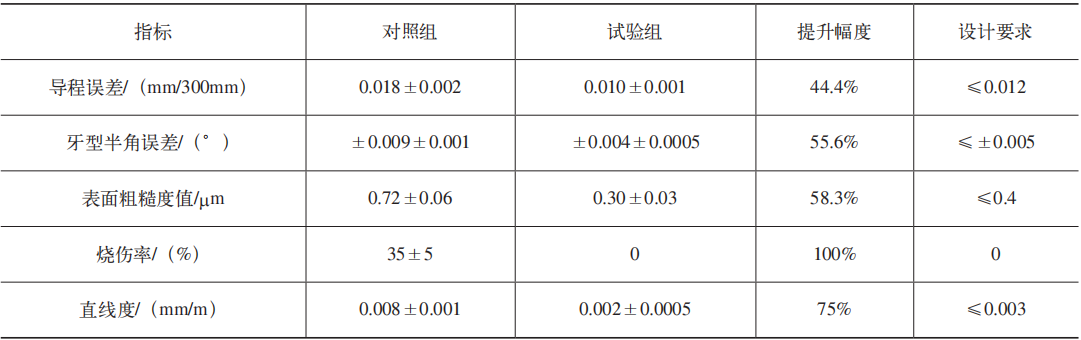
表9 性能指标对比
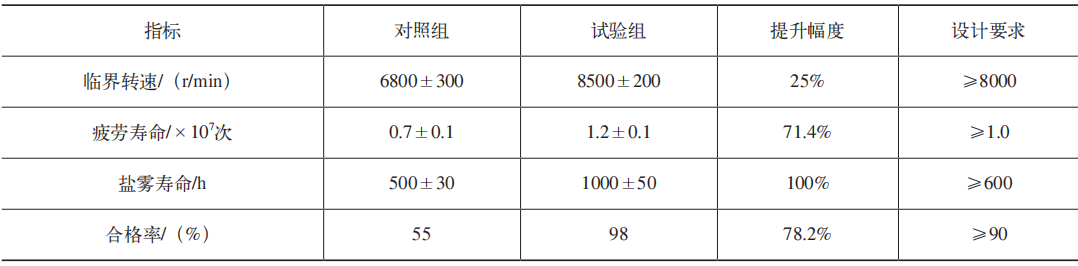
表10 质量对比
优化的TC4钛合金真空分区球化退火工艺,使硬度≤210HBW,晶粒细化至10~15μm,加工性显著提升。钛合金专用磨床、金刚石砂轮与钛合金磨杆的适配设计,有效抑制颤振与粘结,振幅控制≤0.0008mm。分段控温热磨削工艺与动态热补偿技术结合,导程误差≤0.010mm/300mm,表面粗糙度值Ra≤0.3μm。试验验证结果表明,优化后TC4钛合金丝杠临界转速≥8500r/min,疲劳寿命≥1.2×10⁷次循环,减重39%,合格率达98%,满足人形机器人核心需求。
[1] 陈平,陈言闩,李奎. 钛合金薄板零件加工变形的控制方法[J]. 金属加工(冷加工),2025(11):37-38.
[2] 靳淇超,李军,汪亮亮,等. 铣削工艺参数对Ti65高温钛合金加工表面完整性的影响[J]. 机械工程材料,2025,49(10):43-47+65.
[3] 吕少华,蔡春波. 基于NRBO-XGboost的机器人磨削材料去除率预测与模型优化研究[J]. 制造技术与机床,2025(4):159-165.
[4] 祁若龙,王杰,李论,等. 航空发动机叶片机器人磨削颤振半主动抑制研究[J]. 机械工程学报,2025,61(5):228-238.
[5] WU L,DAI FZ,CHEN XZ. Effect of SurfaceRoughness and Compressive Residual Stress onthe Fatigue Performance of TC4 Titanium AlloySubjected to Laser Shock Wave Planishing[J]. Fatigue& Fracture of Engineering Materials & Structures,2025,48(1):371-381.
[6] 朱子俊,朱祥龙,董志刚,等. 磨削加工颤振稳定性研究综述[J]. 机械工程学报,2023,59(21):15-33.
-End-
☞来源:金属加工 ☞编辑:王佳慧 ☞校对:高晨旭 ☞审核人:吴晓兰 ☞媒体合作: 010-88379790-801
投稿须知
《金属加工(冷加工)》杂志投稿范围:航空航天、汽车、轨道交通、工程机械、模具、船舶、医疗器械及能源行业的金属零部件的加工工艺方案、工装夹具设计/制造方案、刀具设计/加工方案、智能制造(编程设计、优化)方案,以及机械设备或者工具的维修与改造方案等。
投稿请联系:韩景春,010-88379790-518
投稿须知:请点击《金属加工(冷加工)》杂志投稿规范
2025年,人形机器人产业迎来爆发拐点。特斯拉Optimus量产在即,华为、宇树等企业加速技术突破,行业正从“实验室研发”向“规模化落地”跃迁为打通产业链上下游协作壁垒,艾邦机器人正式组建"人形机器人全产业链交流群",覆盖金属材料、复合材料、传感器、电机、减速器等全硬件环节,助力企业精准对接资源、共享前沿技术!
扫码关注公众号,底部菜单申请进群
